Best Practice: Minimum Quantity Lubrication (MQL) in Titanium Machining – A No-Go?


Sustainable machining of titanium places high demands on process stability, tool technology and cooling and lubrication strategies. In industrial practice, titanium machining using minimum quantity lubrication (MQL) is often viewed critically. As part of a joint project with KNOLL, HAM investigated at the HAM Performance Center how the AerosolMaster™ 4000 ATS system performs under real-world conditions in titanium machining. The results clearly show that manufacturers can machine even challenging materials reliably and resource-efficiently when they consistently optimize the entire process.
Titanium machining is one of the most demanding processes in metal cutting. This is due to the combination of high strength and low thermal conductivity. As a result, the process generates high thermal and mechanical stresses at the tool cutting edge.
At the same time, titanium machining using minimum quantity lubrication (MQL) faces increasingly stringent and often conflicting requirements for sustainable manufacturing processes. Process stability remains a central point of discussion in industrial practice. While conventional emulsion systems continue to dominate everyday industrial operations, companies are increasingly seeking more resource-efficient alternatives.
Against this backdrop, the HAM Performance Center, in collaboration with technology partner KNOLL, investigated how MQL performs in titanium machining under real production conditions.
Titanium Machining: Balancing Process Reliability and Sustainability
In industrial practice, manufacturers usually machine titanium using intensive emulsion cooling. This approach helps control thermal stress and tool wear.
This approach has proven effective. However, it also involves significant costs in terms of media consumption, treatment, and cleaning.
This creates a clear conflict of objectives between process reliability and sustainable manufacturing. This is precisely why alternative cooling and lubrication strategies are becoming increasingly important.
Clinical trials at the HAM Performance Center with KNOLL
At the HAM Performance Center, HAM systematically analyzes and optimizes manufacturing processes as an integrated system comprising the machine, tooling, clamping technology and cooling and lubrication strategies. The goal is to simulate industrial processes under realistic conditions. In addition, the aim is to enable a direct comparison of different approaches under identical conditions.
As part of the project with KNOLL, HAM systematically investigated titanium machining using minimum quantity lubrication (MQL) and directly compared it with conventional emulsion cooling. The AerosolMaster™ 4000 ATS system was used for this purpose; it delivers a precisely metered oil-air aerosol directly into the machining zone, thereby enabling targeted lubrication with minimal use of lubricant.
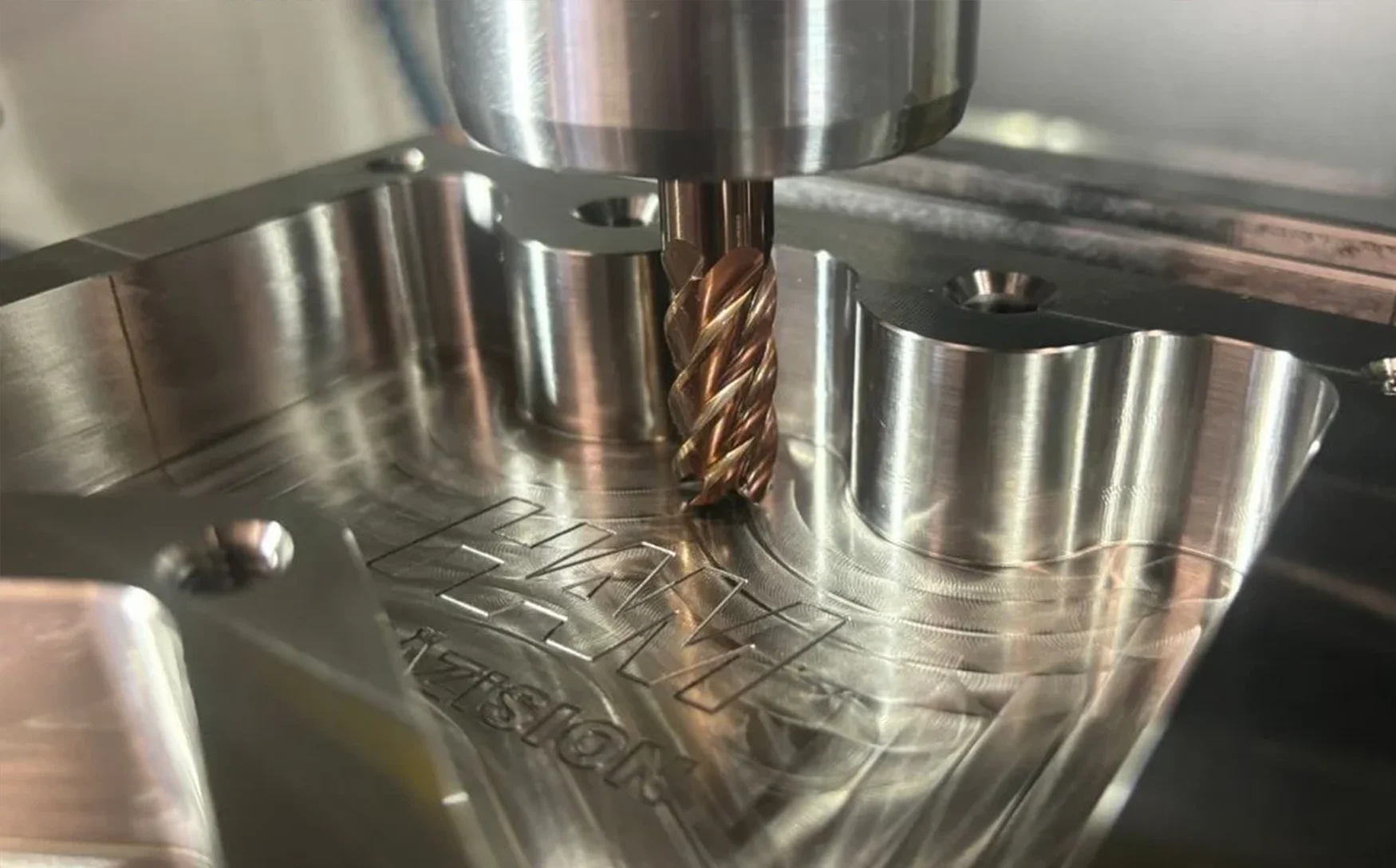
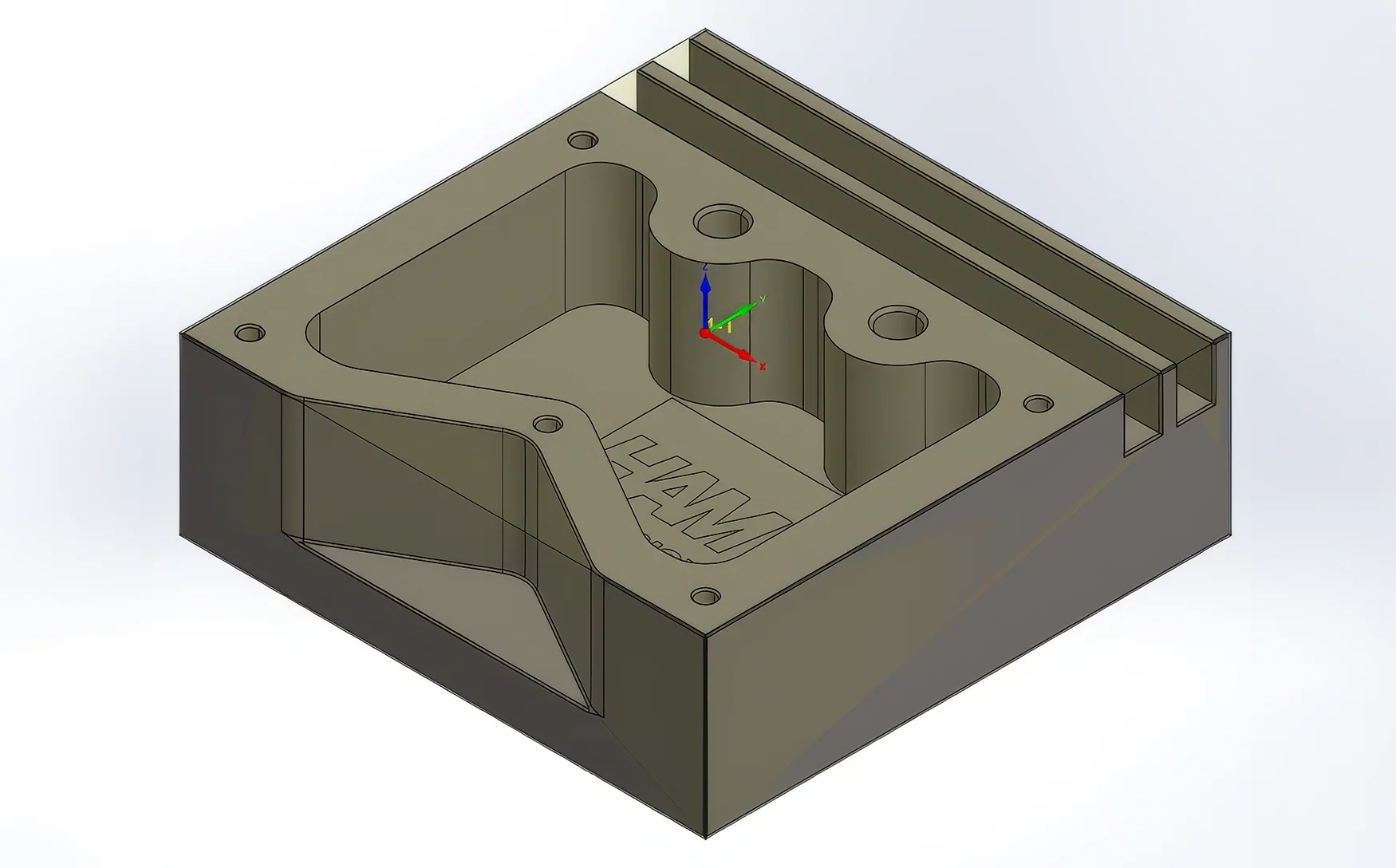
For the study, we designed a special titanium component that integrates multiple machining operations, from roughing with iMachining to grooving, drilling, threading, and finishing.This made it possible to evaluate different load conditions and machining strategies within a single workpiece under identical conditions.
Results of Titanium Machining with Minimum Quantity Lubrication (MQL)
Direct Comparison Between Emulsion Cooling and MQL
The results clearly demonstrate that titanium machining with minimum quantity lubrication can be a process-stable alternative to conventional emulsion cooling. During the trials, the process showed no fundamental disadvantages in stability, provided that the machining parameters consistently matched the lubrication concept.
The test component was first machined using emulsion cooling and subsequently machined under minimum quantity lubrication. Clamping conditions, tools, and cutting parameters remained unchanged throughout the comparison. Under both conditions, the process produced the component within the same machining time.
Notably, process stability did not deteriorate when switching from emulsion cooling to MQL. In both cases, the process achieved the same surface finishes and tolerances. As a result, the process produced the component with identical quality under identical process conditions.
Different Machining Operations Under Identical Conditions
The comparative study covered a broad range of titanium machining operations. In addition to 1.5×D full-slot milling, the study investigated both HPC milling strategies with high radial engagement and HSC machining using trochoidal milling with reduced radial engagement and correspondingly higher cutting parameters. The test program was complemented by drilling and reaming operations up to 3×D as well as various finishing operations. This enabled a systematic evaluation of the influence of the lubrication strategy across different machining tasks within a single workpiece.
The results show that the decisive factor is not the amount of lubricant, but its targeted effect at the cutting edge. Equally important is the design of the titanium cutting tools employed. The key lies in the coordinated interaction between tool geometry, substrate material, coating, and lubrication strategy, as these factors have a significant influence on friction, heat generation, and chip formation.
Benefits Across the Entire Process Chain
The positive effects were not limited to the machining process itself. By supplying the cutting edge with a precisely metered aerosol, the process achieves a stable lubricating effect directly in the active cutting zone. In addition, downstream cleaning efforts were significantly reduced in certain applications.
For example, in a medical technology component, the process reduced the number of required cleaning and inspection stations from ten to four. Such practical examples demonstrate that the potential of minimum quantity lubrication extends far beyond the actual cutting process.
These findings are consistent with observations from industrial practice. Marc Schäfer from the HAM Performance Center summarizes the benefits as follows:
“On the one hand, we achieve the desired lubrication directly at the cutting edge, which increases tool life. With an oil consumption of only 3 to 25 ml/h, the process is resource-efficient, sustainable, and energy-efficient.”
Process Stability Is the Result of the Entire System
These results challenge a widely held assumption in industrial practice that minimum quantity lubrication inevitably reaches its process-related limits when machining titanium. Instead, the findings show that performance does not primarily depend on the coolant or lubricant itself, but on the consistent coordination of the entire process chain.
The key takeaway is that the stability of titanium machining does not result from individual process parameters in isolation, but from their systematic interaction throughout the entire manufacturing process.
Industrial Classification and Application Context
Demanding industrial applications clearly demonstrate the significance of these results, particularly where manufacturers machine titanium under high thermal and mechanical loads.
One example of this is the manufacture of complex lightweight components for high-performance applications. This is particularly evident in applications such as the titanium rim from JP Performance for the legendary Jaguar E-Type, where extreme loads and minimal tolerances come into play.
During the manufacturing process, the operation reduced a solid titanium blank weighing approximately 400 kg to a final weight of about 18 kg through high-volume machining. The machining took more than 160 hours and relied on high-speed machining based on complex 5-axis strategies, including simultaneous machining.
Among other things, the process used CAM strategies such as iMachining 2D and 3D to balance the demanding requirements for material removal, process stability, and cost-effectiveness. Additional challenges arose from deep cavities and tool lengths of up to 400 mm, which placed high demands on vibration stability and process reliability.
Titanium milling cutters developed specifically for such applications made it possible to machine the complex geometries with precision, even under these extreme conditions.
It is precisely these kinds of projects that clearly demonstrate that machining titanium to high standards is not made possible by high-performance tools or cooling lubricants alone. Rather, the coordinated design of the entire manufacturing process is what determines process capability.

Experience gained from industrial studies
Previous practical studies conducted as part of a titanium machining workshop also confirm these findings under real-world conditions. Even then, it became clear that successful titanium machining using minimum quantity lubrication depends less on individual parameters than on the coordination of the entire system. During the workshop, HAM fully machined and evaluated a complex titanium component using minimum quantity lubrication.
The results consistently show that stable processes depend not on individual control variables, but on the coordinated interaction of the entire process chain.
Conclusion: Sustainable Machining as a System-Wide Challenge
Research conducted at the HAM Performance Center in collaboration with KNOLL clearly demonstrates that minimum-quantity lubrication is a viable industrial alternative to conventional emulsion cooling in titanium machining.
HAM thus demonstrates in practice how coordinated process and tooling systems turn sustainable machining from a theoretical concept into an industrial reality.
The key factor here is not the individual technology, but the consistent coordination of process strategy, machine environment, and cooling and lubrication concepts.
The technical background is described in detail in the full user report from technology partner KNOLL.
Industrial Outlook
For the industrial implementation of such processes, the HAM Performance Center offers the opportunity to validate and systematically compare titanium machining under various cooling and lubrication strategies under real-world conditions. This bridges the gap between technology development and industrial application, particularly for companies that wish to specifically refine their machining processes toward sustainability and process reliability.
