Best Practice: Minimalmengenschmierung (MMS) in der Titanbearbeitung – ein No-Go?


Die nachhaltige Zerspanung von Titan stellt hohe Anforderungen an Prozessstabilität, Werkzeugtechnologie und Kühl- bzw. Schmierstrategie. Dabei wird die Titanbearbeitung unter Minimalmengenschmierung (MMS) in der industriellen Praxis häufig kritisch bewertet. Im Rahmen eines gemeinsamen Projekts mit KNOLL hat HAM im HAM Performance Center (HPC) untersucht, wie sich das AerosolMaster™ 4000 ATS System unter realen Bedingungen in der Titanbearbeitung verhält. Die Ergebnisse zeigen klar, dass auch anspruchsvolle Werkstoffe prozesssicher und ressourcenschonend bearbeitet werden können, sofern das Gesamtsystem konsequent abgestimmt ist.
Die Titanbearbeitung gehört zu den anspruchsvollsten Prozessen in der Zerspanung. Verantwortlich dafür ist die Kombination aus hoher Festigkeit und geringer Wärmeleitfähigkeit. Dadurch entstehen hohe thermische und mechanische Belastungen direkt an der Werkzeugschneide.
Gleichzeitig steht die Bearbeitung von Titan unter Minimalmengenschmierung (MMS) im Spannungsfeld steigender Anforderungen an nachhaltige Fertigungsprozesse. Die Prozessstabilität bleibt dabei ein zentraler Diskussionspunkt in der industriellen Praxis. Während im industriellen Alltag weiterhin überwiegend klassische Emulsionssysteme eingesetzt werden, wächst gleichzeitig der Bedarf an ressourcenschonenderen Alternativen.
Vor diesem Hintergrund wurde gemeinsam mit dem Technologiepartner KNOLL im HPC untersucht, wie sich MMS in der Titanbearbeitung unter realen Produktionsbedingungen bewährt.
Titanbearbeitung zwischen Prozesssicherheit und Nachhaltigkeit
In der industriellen Praxis wird Titan meist unter intensiver Emulsionskühlung bearbeitet. Dadurch sollen thermische Belastungen und Werkzeugverschleiß kontrolliert werden.
Diese Vorgehensweise ist bewährt. Allerdings verursacht sie gleichzeitig einen hohen Aufwand in Bezug auf Medienverbrauch, Aufbereitung und Reinigung.
Damit entsteht ein klarer Zielkonflikt zwischen Prozesssicherheit und nachhaltiger Fertigung. Genau deshalb gewinnen alternative Kühl- und Schmierstrategien zunehmend an Bedeutung.
Praxisuntersuchungen im HAM Performance Center mit KNOLL
Im HAM Performance Center analysiert und optimiert HAM gezielt Fertigungsprozesse als Gesamtsystem aus Maschine, Werkzeug, Spanntechnik sowie Kühl- und Schmierstrategie. Ziel ist es, industrielle Prozesse realitätsnah abzubilden. Zudem sollen unterschiedliche Ansätze unter identischen Bedingungen vergleichbar gemacht werden.
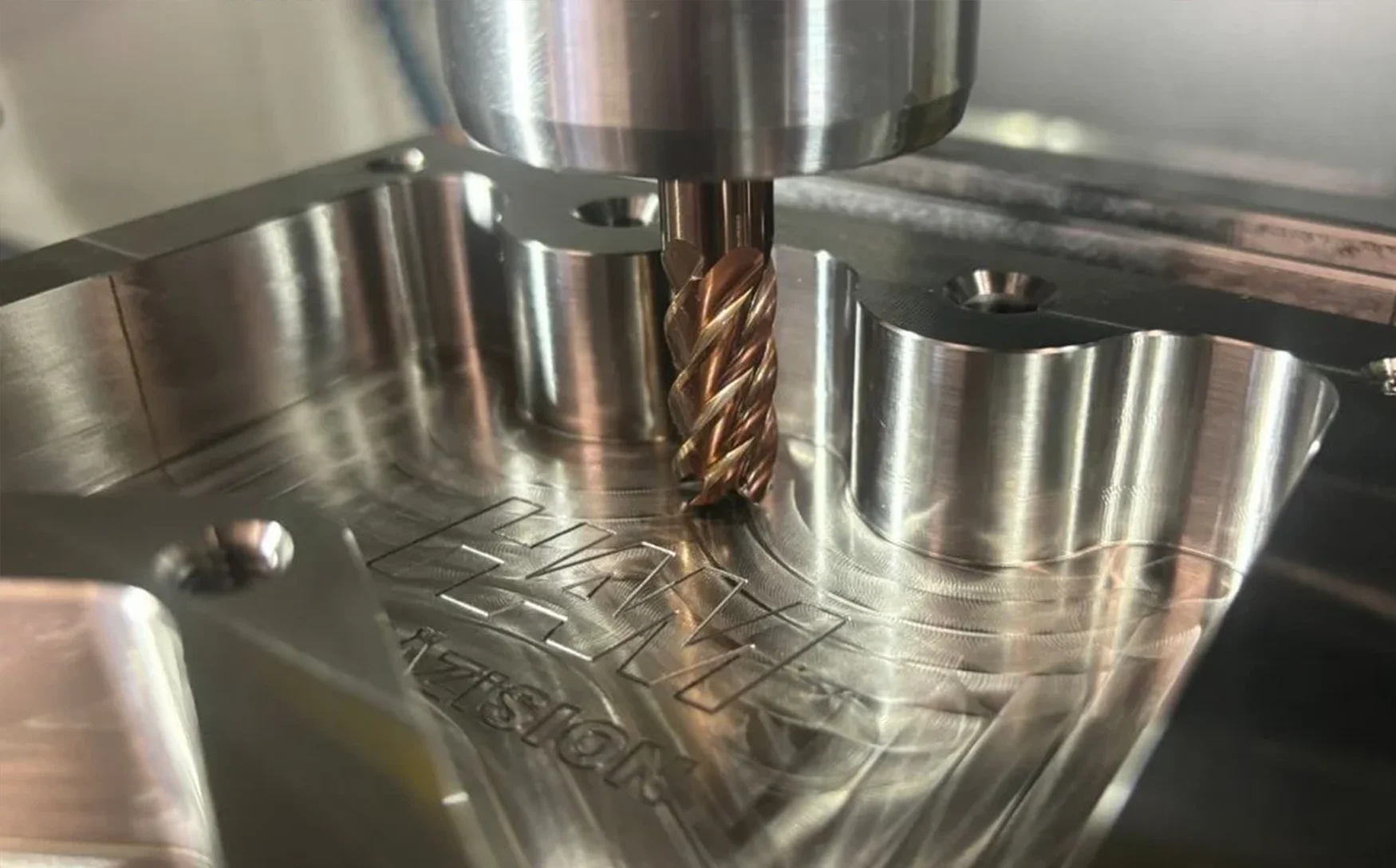
Im Rahmen des Projekts mit KNOLL wurde die Titanbearbeitung unter Minimalmengenschmierung (MMS) systematisch untersucht und direkt mit konventioneller Emulsionskühlung verglichen. Dabei kam das AerosolMaster™ 4000 ATS System zum Einsatz, das ein fein dosiertes Öl-Luft-Aerosol direkt in die Bearbeitungszone einbringt und so eine gezielte Schmierung bei minimalem Medieneinsatz ermöglicht.
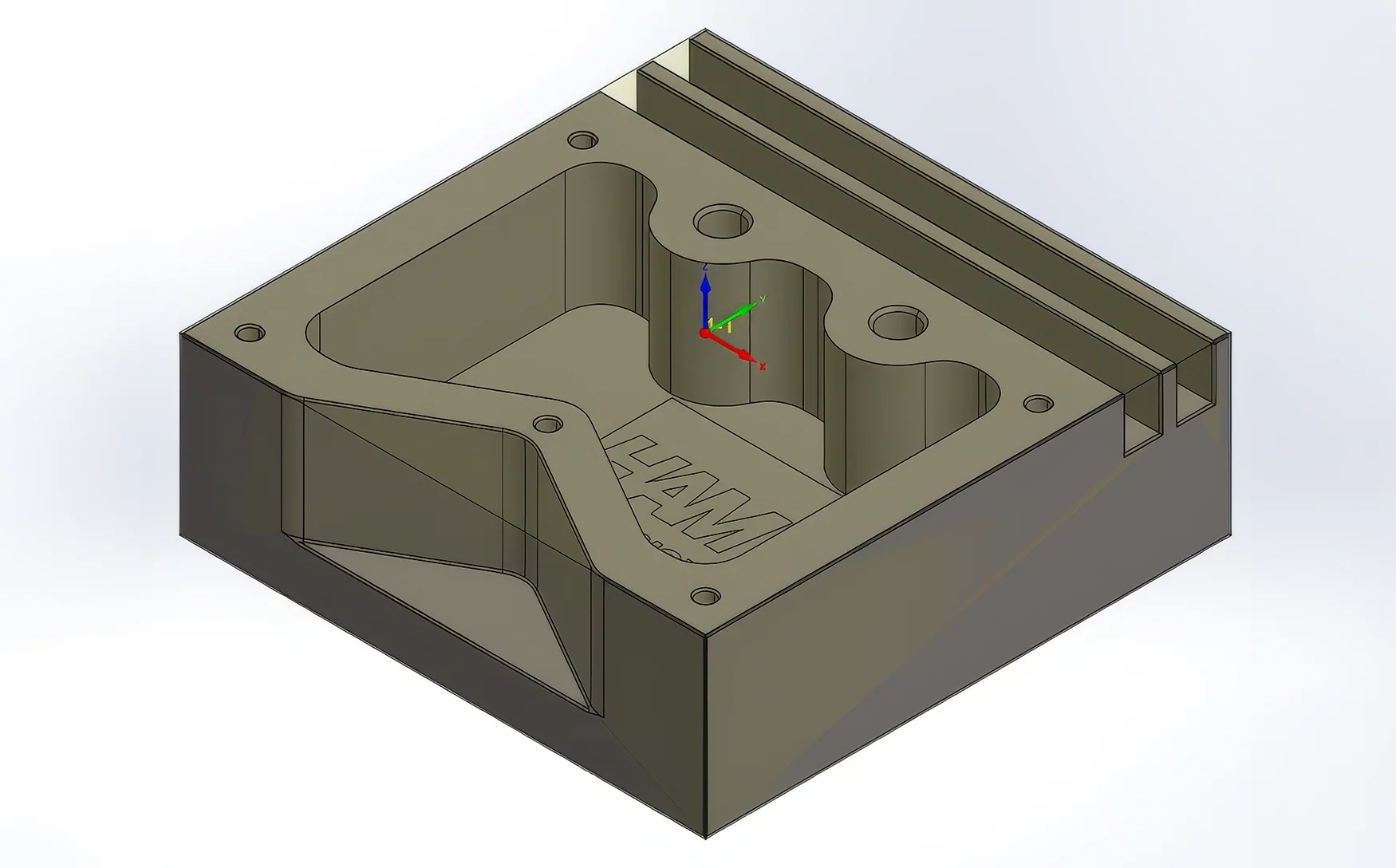
Für die Untersuchung wurde ein spezielles Titanbauteil ausgelegt, das verschiedenste Bearbeitungen vereint – vom Schruppen mit iMachining über Vollnuten, Bohren und Gewinden bis hin zum Schlichten. Dadurch konnten unterschiedliche Belastungssituationen und Bearbeitungsstrategien innerhalb eines Werkstücks unter identischen Bedingungen bewertet werden.
Ergebnis der Titanbearbeitung unter Minimalmengenschmierung (MMS)
Direkter Vergleich zwischen Emulsion und MMS
Die Ergebnisse zeigen klar, dass die Titanbearbeitung unter Minimalmengenschmierung eine prozessstabile Alternative zur klassischen Emulsionskühlung sein kann. Im Versuch traten keine grundlegenden Nachteile in der Prozessstabilität auf, sofern die Parameter konsequent auf das Schmierkonzept abgestimmt wurden.
Das Untersuchungsbauteil wurde zunächst unter Emulsionskühlung gefertigt und anschließend unter Minimalmengenschmierung bearbeitet. Dabei blieben Aufspannung, Werkzeuge und Schnittwerte unverändert. Unter beiden Bedingungen konnte das Bauteil mit identischer Bearbeitungszeit hergestellt werden.
Bemerkenswert ist, dass sich die Prozessstabilität durch den Wechsel von Emulsion auf MMS nicht verschlechterte. Auch hinsichtlich Oberflächengüte und Toleranz wurden die gleichen Ergebnisse erzielt. Damit konnte das Bauteil unter identischen Prozessbedingungen in gleicher Qualität gefertigt werden.
Unterschiedliche Bearbeitungen unter identischen Bedingungen
Die Vergleichsuntersuchung umfasste ein breites Spektrum an Titanbearbeitungen. Neben 1,5xD-Vollnutbearbeitungen wurden sowohl HPC-Frässtrategien mit hohen seitlichen Zustellungen als auch HSC-Bearbeitungen mittels Trochoidalfräsen mit reduzierten seitlichen Zustellungen und entsprechend höheren Schnittwerten untersucht. Ergänzt wurde das Spektrum durch Bohr- und Reiboperationen bis 3xD sowie verschiedene Schlichtbearbeitungen. Dadurch konnten die Auswirkungen der Schmierstrategie auf unterschiedliche Bearbeitungsaufgaben innerhalb eines Werkstücks systematisch bewertet werden.
Die Ergebnisse zeigen, dass nicht die Menge des eingesetzten Mediums entscheidend ist, sondern dessen gezielte Wirkung im Bereich der Werkzeugschneide. Ebenso wichtig ist die Auslegung der eingesetzten Titan-Werkzeuge. Entscheidend ist das abgestimmte Zusammenspiel aus Werkzeuggeometrie, Schneidstoff, Beschichtung und Schmierstrategie, da diese Faktoren Reibung, Wärmeentwicklung und Spanbildung maßgeblich beeinflussen.
Vorteile entlang der gesamten Prozesskette
Die positiven Effekte zeigten sich nicht nur im Bearbeitungsprozess selbst. Durch die gezielte Versorgung der Werkzeugschneide mit einem fein dosierten Aerosol konnte eine stabile Schmierwirkung direkt in der Wirkzone erzielt werden. Darüber hinaus reduzierte sich in einzelnen Anwendungen der nachgelagerte Reinigungsaufwand deutlich.
So verringerte sich bei einem Bauteil aus der Medizintechnik die Anzahl der erforderlichen Reinigungs- und Prüfstationen nach der Bearbeitung von zehn auf vier. Solche Praxisbeispiele verdeutlichen, dass sich die Potenziale der Minimalmengenschmierung nicht nur auf den eigentlichen Zerspanungsprozess beschränken.
Diese Erfahrungen decken sich mit den Beobachtungen aus der praktischen Anwendung. Marc Schäfer vom HAM Performance Center fasst die Vorteile wie folgt zusammen:
„Zum einen erzielen wir die gewünschte Schmierung an der Werkzeugschneide, was die Standzeit der Werkzeuge erhöht. Durch den Ölverbrauch von nur 3 bis 25 ml/h ist der Prozess ressourcenschonend, nachhaltig und energieeffizient.“
Prozessstabilität entsteht durch das Gesamtsystem
Damit widerlegen die Ergebnisse eine in der industriellen Praxis weit verbreitete Annahme, dass Minimalmengenschmierung bei der Bearbeitung von Titan grundsätzlich an ihre prozesstechnischen Grenzen stößt. Vielmehr zeigt sich, dass die Leistungsfähigkeit nicht primär vom Kühlschmierstoff selbst abhängt, sondern von der konsequent abgestimmten Prozesskette.
Entscheidend ist dabei, dass die Stabilität der Titanbearbeitung nicht aus einzelnen Prozessparametern resultiert, sondern aus deren systemischer Abstimmung im gesamten Fertigungsprozess.
Industrielle Einordnung und Anwendungsbezug
Die Bedeutung dieser Ergebnisse zeigt sich besonders in anspruchsvollen industriellen Anwendungen, in denen Titan unter hohen thermischen und mechanischen Belastungen bearbeitet wird.
Ein Beispiel hierfür ist die Fertigung komplexer Leichtbaukomponenten im Hochleistungsbereich. Besonders deutlich wird dies in Anwendungen wie der Titanfelge von JP Performance für den Jaguar E-Type, bei der extreme Belastungen und minimale Toleranzen aufeinandertreffen.
Für die Fertigung wurde im Rahmen einer anspruchsvollen Volumenzerspanung ein massiver Titanrohling von rund 400 kg auf ein Endgewicht von etwa 18 kg reduziert. Die Bearbeitung erstreckte sich über mehr als 160 Stunden und erfolgte mittels Hochgeschwindigkeitsbearbeitung auf Basis komplexer 5-Achs-Strategien inklusive Simultanbearbeitung.
Zum Einsatz kamen unter anderem CAM-Strategien wie iMachining 2D und 3D, um die hohen Anforderungen an Materialabtrag, Prozessstabilität und Wirtschaftlichkeit miteinander zu vereinen. Zusätzliche Herausforderungen ergaben sich durch tiefe Kavitäten und Werkzeuglängen von bis zu 400 mm, die hohe Anforderungen an Schwingungsstabilität und Prozesssicherheit stellten.
Speziell für solche Anwendungen entwickelte Titan-Fräser ermöglichten die präzise Bearbeitung der komplexen Geometrien auch unter diesen Extrembedingungen.
Gerade solche Projekte zeigen deutlich, dass anspruchsvolle Titanbearbeitung nicht allein durch leistungsfähige Werkzeuge oder Kühlschmierstoffe ermöglicht wird. Vielmehr entscheidet die abgestimmte Auslegung des gesamten Fertigungsprozesses über die Prozessfähigkeit.

Erfahrungsbasis aus industriellen Untersuchungen
Frühere Praxisuntersuchungen im Rahmen eines Titanbearbeitung Workshops bestätigen diese Erkenntnisse ebenfalls unter realen Bedingungen. Bereits dort zeigte sich, dass die erfolgreiche Titanbearbeitung unter Minimalmengenschmierung weniger von einzelnen Parametern als von der Abstimmung des Gesamtsystems abhängt. Dort wurde ein komplexes Titanbauteil unter Minimalmengenschmierung vollständig bearbeitet und ausgewertet.
Die Ergebnisse zeigen konsistent, dass stabile Prozesse nicht durch einzelne Stellgrößen entstehen, sondern durch das abgestimmte Zusammenspiel der gesamten Prozesskette.
Fazit: Nachhaltige Zerspanung als Systemaufgabe
Die Untersuchungen im HPC zeigen in Zusammenarbeit mit KNOLL deutlich, dass Minimalmengenschmierung eine industriell realisierbare Alternative zur klassischen Emulsionskühlung in der Titanbearbeitung darstellt.
HAM zeigt damit in der Praxis, dass nachhaltige Zerspanung kein theoretisches Konzept ist, sondern durch abgestimmte Prozess- und Werkzeugsysteme konkret umgesetzt werden kann.
Entscheidend ist dabei nicht die einzelne Technologie, sondern die konsequente Abstimmung von Prozessstrategie, Maschinenumgebung und Kühl- bzw. Schmierkonzept.
Die technischen Hintergründe sind im vollständigen Anwenderbericht des Technologiepartners KNOLL detailliert beschrieben.
Industrieller Ausblick
Für die industrielle Umsetzung solcher Prozesse bietet das HAM Performance Center eine praxisnahe Testumgebung für Titanbearbeitungen. Dort lassen sich unterschiedliche Kühl- und Schmierstrategien unter realen Bedingungen validieren und systematisch vergleichen. Damit wird die Brücke zwischen Technologieentwicklung und industrieller Anwendung geschlossen. Besonders relevant ist dies für Unternehmen, die ihre Zerspanungsprozesse gezielt in Richtung Nachhaltigkeit und Prozesssicherheit weiterentwickeln möchten.
